 調整墊鐵調整墊鐵有二層和三層兩種結構形式,用于機床設備的支...
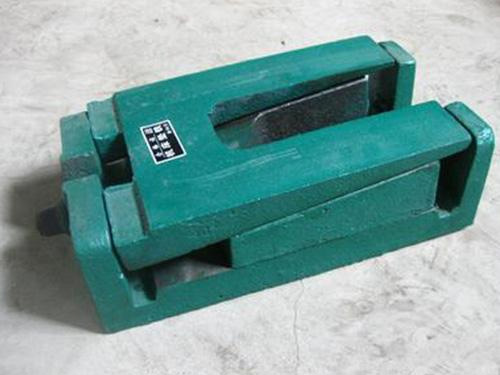
調整墊鐵調整墊鐵有二層和三層兩種結構形式,用于機床設備的支... 車床鑲條車床鑲條俗稱楔鐵在金屬切削機床、軋機及鍛壓設備的導...
車床鑲條車床鑲條俗稱楔鐵在金屬切削機床、軋機及鍛壓設備的導... 高精密數控軋輥車床維修高數控軋輥車床的功能很多,為工作中長期自動運行性能...
高精密數控軋輥車床維修高數控軋輥車床的功能很多,為工作中長期自動運行性能... 定位調整墊鐵定位調整墊鐵對于我國的工業發展起到了很大的推進作用...
定位調整墊鐵定位調整墊鐵對于我國的工業發展起到了很大的推進作用...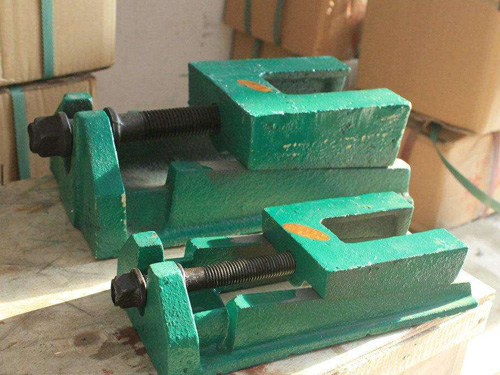 數控機床墊鐵數控機床墊鐵是機械制造行業當中比較常見到的一種機械...
數控機床墊鐵數控機床墊鐵是機械制造行業當中比較常見到的一種機械...高數控軋輥車床維修廠家為您介紹數控軋輥車床試運行注意事項:
高數控軋輥車床的功能很多,為工作中長期自動運行性能良好,在安裝調試后,對其工作性進行校驗。一般可通過對整機在 條件下較長時間的自動運行來檢驗數控機床的工作性。自動運行試驗的時間,根據 標準中的規定,數控機床一般為16h,自動運行期間不應發生任何故障,如出現故障或排除故障超出規定時間,應在調整后重新進行自動運行試驗。
高數控軋輥車床運行試驗一般分為空運行時間、功能試驗和負荷試驗。
1、空運行試驗
包括主運動系統和進給系統的空運行試驗,試驗應按照 頒布的有關標準進行。
(1)主運動系統空運行試驗
無級變速的主傳動,應不少于12個轉速,依次從低速到高速進行空運轉,每個轉速運轉時間不少于2min。轉速的實際偏差,不應超過規定值的±(2-6)%。轉速運轉時間不少于2h,當主軸前后軸承達到穩定溫度后測量其溫度不得超過60℃,溫升不得超過30℃。當主傳動的空運轉功率按設計規定給予考核。
(2)進給運動系統空運行試驗
對直線坐標軸上的運動部件,分別以低,中,高進給速度和(G00)進行空運轉試驗,各運動部件應移動平穩,無爬行和振動現象。各級進給速度的實際偏差應小于規定值的±(3-5)%。
2、數控機床的功能試驗
數控機床的功能試驗分手動試驗和自動功能試驗
(1)手動功能試驗
手動功能試驗包括:
1)以中速對主軸進行10次正轉、反轉、停止試驗。
2)對進給系統,進行10種變速試驗(包括低、中、高速和)。
3)對各指示器、按鍵、旋鈕以及外設進行試驗。
4)對其他附屬裝置進行試驗。
(2)自動功能試驗
自動功能試驗是用程序控制車床各部件的動作進行試驗,主要目的有:
1)對車床主軸以中速連續10次正轉、反轉、停止試驗。
2)對主傳動進行變速試驗。
3)對各坐標軸上的運動部件以低、中、高速進行變速試驗,以及在中速時連續進行正反向的啟動、停止和增量進給方式的操作試驗。
4)對車床坐標聯動、定位、直線和圓弧插補等功能進行試驗。
在空運轉試驗和功能試驗之后,應編制一個連續空運轉試驗程序,進行至少16h的連續空運轉試驗,程序包括:
主軸以低、中、高速正轉、反轉、停止等。
各坐標軸上的運動分別以低、中、高速進給速度和做正反方向運行。運行時應接近加工范圍,并選任意點定位。運行中不允許使用率開關,高速進給速度和運行狀態下的時間應不少于每個循環程序所用時間的10%。
各坐標軸聯動運行
其他功能實驗
循環程序制件的暫停時間不超過0.5min
3、負荷試驗
包括承載工件質量試驗、切削扭矩試驗、切削力試驗和切削功率試驗。
(1)承載工件質量試驗
將與設計中規定的承載工件質量相當的重物置于工作臺上,載荷應均布,分別以高低進給速度和移動工作臺。以進給速度移動時,應在接近行程的兩端和中間進行往復運動,每處移動距離不少于20mm;以進給速度和移動時,應在全行程進行。運動應平穩,低速無爬行現象。
(2)切削扭矩試驗
實驗時一般使用硬質合金鏜刀切削灰鑄鐵。在主軸恒扭矩高速范圍內選一轉速,調整切削用量,使車床達到設計規定的扭矩,這時,車床應能夠平穩工作。
(3)切削抗力試驗
實驗時使用高速鋼麻花鉆頭切削灰鑄鐵。在小于或等于車床計算轉速范圍內選一適當的主軸轉速,調整切削用量達到設計規定的切削抗力。這時,車床各部件應工作正常,過載保險裝置應靈敏、。
(4)切削功率試驗
實驗時使用硬質合金鏜刀切削鋼或鑄鐵,在主軸恒功率調速范圍內選一適當的轉速,調整切削用量達到風功率(主電動機達到額定功率)。這時,車床工作應真誠噶很難過,無顫振現象,記錄金屬切除率。